200-800℃耐高溫漆
耐高溫漆是由專用樹脂、各種耐高溫顏填料、特種添加劑組成,包括底漆和面漆,可耐熱200至800℃,每間隔100℃為一個規(guī)格,具有非常好的耐熱性、防腐性、防高溫氧化性。
特性及用途/Features and uses
該高溫漆耐熱200~800℃,顏色可以調(diào)制。應用于冶金、航空、高溫設施、爐具、車輛、環(huán)保設備、高溫零部件等領域,在鋼廠、水泥廠、電廠等使用廣泛,涂裝于高爐、回轉(zhuǎn)窯、熱交換器大型設備。耐高溫漆具有優(yōu)良的耐高溫性、耐冷熱循環(huán)、防護特性。

高溫耐熱200℃~800℃
工業(yè)防護耐高溫漆
耐高溫漆耐熱范圍200℃~800℃,具有優(yōu)良的耐冷熱循環(huán)性、防氧化性、附著力強、機械性能好等特性。
耐熱性好
|
冷熱循環(huán)
|
防腐性好
|

各色調(diào)制
|
機械性能
|
配套涂裝
|
施工性好
|
附著力強
|
應用領域廣泛,耐熱防護優(yōu)良
耐高溫漆主要用于200~800℃范圍的高溫設施涂裝,適合用于冶金、航空、電力、汽車等高溫防護,還可用于鋼廠、電廠、水泥廠等,回轉(zhuǎn)窯、石灰窯、煙囪、煙道、熱交換器、加熱爐、熱力管道、環(huán)保設備等。

嚴格把控涂裝工藝,保質(zhì)保量完成施工
耐高溫漆中加入專用稀釋劑,使用動力工具或手動工具充分攪拌均勻。根據(jù)施工要求涂裝施工,達到規(guī)定的漆膜厚度,施工環(huán)境溫度2℃~40℃,相對空氣濕度25%~75%。
施工方法:高溫漆可采用噴涂、刷涂、輥涂方法
項目 | 高壓無氣噴涂 | 有氣噴涂 | 手工涂刷、輥涂 |
最大稀釋量 | 10~15% | 20~30% | 8~10% |
噴孔 | 0.4~0.5mm | 2.0~2.5mm | —— |
噴出壓力 | 12~15MPa | 0.3~0.4MPa | —— |
涂裝間隔:每道涂層的施工需要保持一定的涂裝間隔,使漆膜達到良好的狀態(tài)
溫度 | 5℃ | 20℃ | 30℃ |
最短涂裝間隔 | 24h | 16h | 8h |
最長涂裝間隔 | 無限制 |
做好基材表面處理是涂裝的重要前提
1、良好的表面處理,有利于漆膜與基材牢固結合,延長防腐年限,避免涂膜過早脫落。
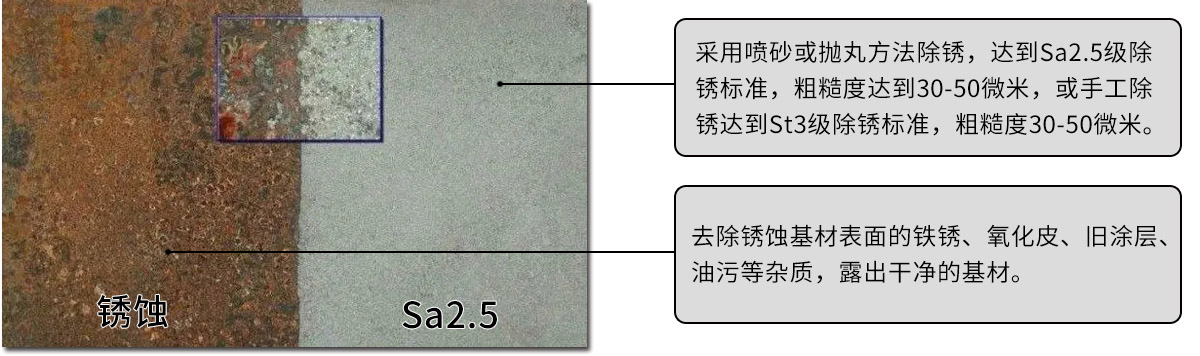
2、被涂的鋼鐵表面,必須徹底清除油污、氧化皮、鐵銹、舊涂層等,可采取拋丸或噴砂方法,達到除銹標準Sa2.5級,粗糙度達30~50μm。
3、也可采用手工除銹方法,達到除銹標準St3級,粗糙度達30~50μm。
配套體系,精準用漆
選用合理的配套涂裝體系,更能適應當前工況和環(huán)境,起到更好的防腐作用,通過分析腐蝕介質(zhì)、環(huán)境類型、施工工藝等因素,綜合設計涂裝方案
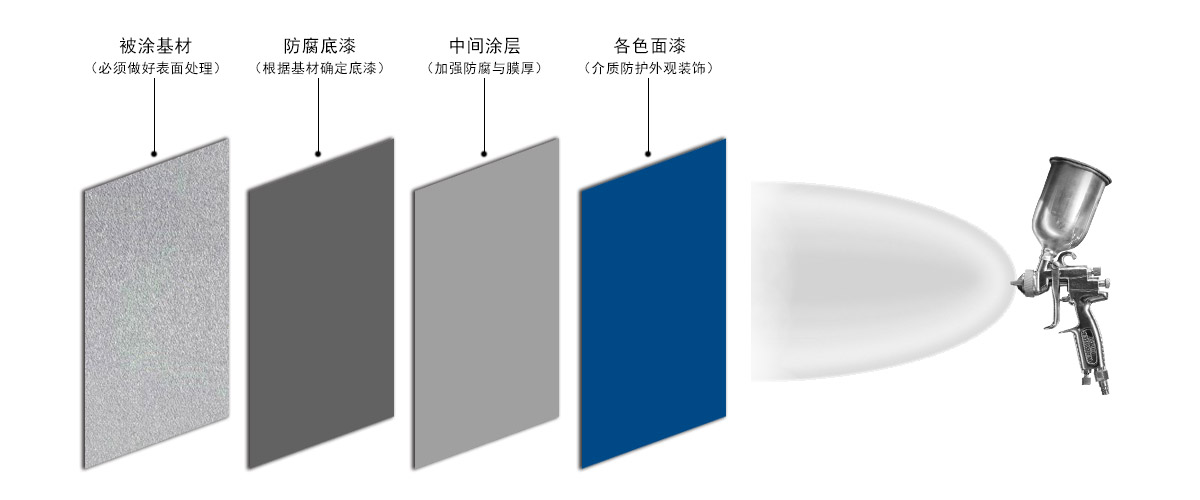
耐高溫漆常用的配套體系,用于高溫設施的防護,可供涂裝參考:
耐高溫底漆+ 耐高溫面漆
| 無機富鋅高溫底漆+ 耐高溫面漆
|
耐高溫漆參數(shù)
項目參數(shù) | 技術指標 |
顏色
| 各色(商定) |
光澤 | 商定 |
粘度 | 50~60s,(25±1℃,涂-4) |
干燥時間 | 表干≤1h(溫度23±2℃,相對濕度50±5%)(膜厚23±3μm) 實干≤24h(溫度23±2℃,相對濕度50±5%)(膜厚23±3μm) 完全固化,210℃烘烤≥40min(膜厚23±3μm) |
理論涂布率 | 6~8m2/kg/30μm (不同規(guī)格的耐高溫漆理論涂布率有所差異,詳情可咨詢佐格銷售人員) |
柔韌性 | 1mm(210℃烘烤40min)(膜厚23±3μm) |
劃格試驗 | 1級(210℃烘烤40min)(膜厚23±3μm) |
耐沖擊強度 | 50kg·cm(210℃烘烤40min)(膜厚23±3μm) |
耐熱性 (將烘干的樣板放入室溫下的馬弗爐,升溫至約定耐熱性的溫度后保溫計時1小時) | 耐熱后涂層完整,允許失光變色 (銀色測試膜厚30-40μm,其他色測試膜厚40-50μm) |
儲存期 | 12個月 |
* 本數(shù)據(jù)根據(jù)國家標準規(guī)范要求進行檢測
* 本產(chǎn)品說明所提供信息均為目前我方所掌握最全面正確的資料,鑒于產(chǎn)品使用條件非我方所能控制,此中信息不含擔保,即僅在選取產(chǎn)品上對買方負責。由于我公司產(chǎn)品及生產(chǎn)工藝的不斷發(fā)展,本說明書的內(nèi)容也會隨時進行更改,此中所有信息均以我方確認為主。















