無機富鋅底漆是由烷基硅酸乙酯為基料的醇溶性無機涂料,含有豐富的鋅粉,電化學防腐性能優良,在鋼結構領域使用廣泛。
特性及用途/Features and uses
佐格醇溶無機富鋅底漆為雙組份漆,鋅含量高,達到行業標準,陰極保護特性強,電化學防腐保護,可耐焊接漆膜完好,耐高溫性優良。無機富鋅底漆主要用于鋼結構、橋梁、港口、廠房、管道等設施,防腐保護性能優良。


佐格醇溶無機富鋅底漆為雙組份漆,鋅含量高,達到行業標準,陰極保護特性強,電化學防腐保護,可耐焊接漆膜完好,耐高溫性優良。無機富鋅底漆主要用于鋼結構、橋梁、港口、廠房、管道等設施,防腐保護性能優良。





70%鋅含量無機富鋅底漆
優選蒸汽法1000目超細鋅粉
選用蒸汽法1000目鋅粉生產制造,相比普通鋅粉,涂層更加致密,陰極保護性更強。醇溶無機富鋅底漆防腐性強、耐鹽霧性好、電化學保護、可焊接施工、涂層耐熱性優良,特別適合鋼結構的持久防腐
高鋅含量 |
電化學性 |
耐焊接 |
陰極保護 |
機械性能 |
耐熱性好 |
施工性好 |
耐鹽霧 |
長效保護電化學防腐涂裝
無機富鋅底漆適合涂裝于鋼結構、體育館、橋梁、港口、機械設備、管道、廠房、儲罐等,用于各種腐蝕環境,特別適合工業環境、沿海環境等非常惡劣的領域。
嚴格把控涂裝工藝,保質保量完成施工
組份一與組份二按照規定的配比混合,加入專用稀釋劑,使用動力工具或手動工具充分攪拌均勻。根據施工要求涂裝施工,達到規定的漆膜厚度,施工環境溫度5℃~40℃,相對空氣濕度25%~75%。
施工方法:可采用噴涂、刷涂、輥涂方法
項目 | 高壓無氣噴涂 | 有氣噴涂 | 手工涂刷、輥涂 |
稀釋比率 | 5~10% | 10~20% | 0~10% |
噴孔 | 0.43~0.53mm | —— | —— |
噴出壓力 | 10~15MPa | —— | —— |
涂裝間隔:每道涂層的施工需要保持一定的涂裝間隔,使漆膜達到良好的狀態
溫度 | 5℃ | 20℃ | 30℃ |
指觸干燥 | 90mins | 40mins | 20mins |
半硬干燥 | 6hrs | 4hrs | 3hrs |
最小涂裝間隔 | 24hrs | 24hrs | 24hrs |
最大涂裝間隔 | 7days | 7days | 7days |
混合使用期:混合好的漆料應在規定的時間內用完,避免漆料發生凝固無法施工
| 溫度 | 5℃ | 20℃ | 30℃ |
| 適用期 | 8hrs | 6hrs | 3hrs |
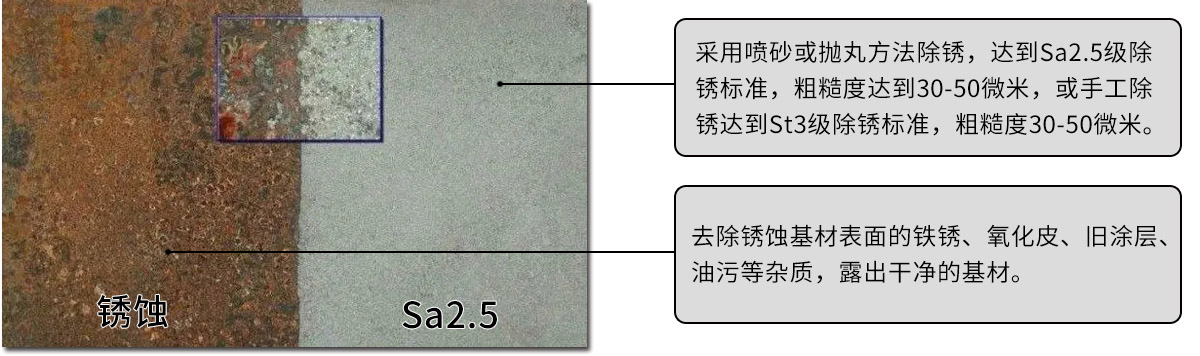
做好基材表面處理是涂裝的重要前提
1、良好的表面處理,有利于漆膜與基材牢固結合,延長防腐年限,避免涂膜過早脫落。
2、被涂的鋼鐵表面,必須徹底清除油污、氧化皮、鐵銹、舊涂層等,可采取拋丸或噴砂方法,達到除銹標準Sa2.5級,粗糙度達30~50μm。
3、也可采用手工除銹方法,達到除銹標準St3級,粗糙度達30~50μm。
4、表面處理完成后4小時內涂裝,避免基材再次返銹。
配套體系,精準用漆
選用合理的配套涂裝體系,更能適應當前工況和環境,起到更好的防腐作用,通過分析腐蝕介質、環境類型、施工工藝等因素,綜合設計涂裝方案
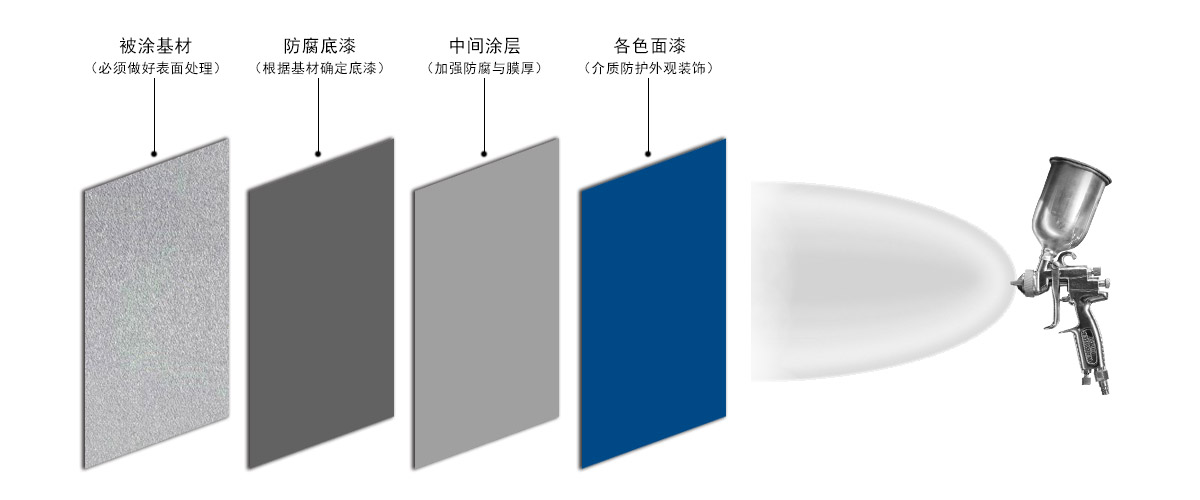
無機富鋅底漆常用的配套體系,可供涂裝參考:
無機富鋅底漆+環氧云鐵中間漆+氟碳漆/丙烯酸聚氨酯面漆 | 無機富鋅底漆+環氧中涂漆+氟碳漆/丙烯酸聚氨酯面漆 |
ZD700(C)無機富鋅底漆參數
項目參數 | 性能指標 |
顏色 | 灰色 |
體積固體份 | 34% |
閃點 | 29℃以上 |
涂裝膜厚 | 干膜40~70μm/道,濕膜115~200μm/道 |
包裝規格 | 組份一24kg/桶,組份二6kg/桶 |
混合配比 | 4:1 |
稀釋劑 | 醇溶專用稀釋劑 |
理論涂布率 | 0.365kg/m2/70μm |
施工溫度 | 5℃~40℃ |
儲存條件 | 干燥陰涼環境,遠離火源及熱源,包裝保持封閉 |
儲存期 | 6個月(25℃) |
* 本數據根據國家標準規范要求進行檢測
* 本產品說明所提供信息均為目前我方所掌握最全面正確的資料,鑒于產品使用條件非我方所能控制,此中信息不含擔保,即僅在選取產品上對買方負責。由于我公司產品及生產工藝的不斷發展,本說明書的內容也會隨時進行更改,此中所有信息均以我方確認為主。